A, når behovet for slibning:
1. Savkvalitet ikke opfylder kravene, såsom produktets overflade grater, ru, skal straks slibning.
2. Når bladet på legeringen er slidt op til 0,2 mm, skal det slibes.
3. Skub materiale hårdt, indsæt
4. Frembring unormal lyd
5. Savklingen har klæbrige tænder, tandtab og tandsammenfald ved skæring
To, hvordan man maler:
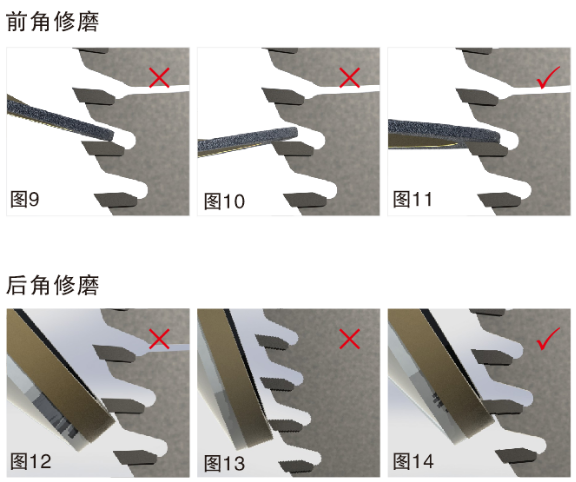
1. Slibningen er baseret på bagsiden af slibetænderne, forsiden af slibetænderne er asfalteret, og siden af tænderne sliber ikke uden særlige krav.
2. Betingelsen for, at de forreste og bageste vinkler forbliver uændrede efter slibning er, at vinklen mellem slibeskivens arbejdsflade og de forreste og bageste tandflader, der skal slibes, er lig med slibevinklen, og den afstand, slibeskiven bevæger sig, er lig med formalingsmængden.Gør slibeskivens arbejdsflade parallel med den takkede overflade, der skal slibes, og berør derefter forsigtigt slibeskivens arbejdsflade, og lad derefter slibeskivens arbejdsflade forlade tandoverfladen.Juster derefter slibeskivens arbejdsfladevinkel i overensstemmelse med slibevinklen, og få til sidst slibeskivens arbejdsflade i kontakt med tandoverfladen.
Tre, slibende sager, der kræver opmærksomhed
1. Før slibning skal harpiks og snavs på savklingen fjernes.
2. Slibningen skal udføres i nøje overensstemmelse med den originale geometriske designvinkel på savklingen for at undgå beskadigelse af værktøjet forårsaget af forkert slibning.Efter endt slibning skal den efterses og kvalificeres, før den kan tages i brug for at undgå personskade.
3. Hvis der anvendes manuel slibeudstyr, er det nødvendigt at have en nøjagtig grænseanordning, og at detektere tandoverfladen og tandtoppen af savklingen.
4. I slibning behov for at bruge speciel kølemiddel på slibning smøring køling, ellers vil det reducere levetiden af værktøjet og endda forårsage legering værktøjshovedet indre revner fører til brugen af farlige situationer.
Indlægstid: 08-09-2022